| H101 Salto ... 4,50m - 5,15m | ||||
| (Rumpf (Eismann)
gebraucht über Ebay Kleinanzeigen gekauft, Haube von Ulmer
Kunststoffteile, der Rest ist Eigenbau (Profilvorschlag Dr. Helmut Quabeck) |
||||
| Modell: H101 Salto | ||||
| Maßstab: 1:3 | ||||
| Spannweite: 4,50m - 5,15m | ||||
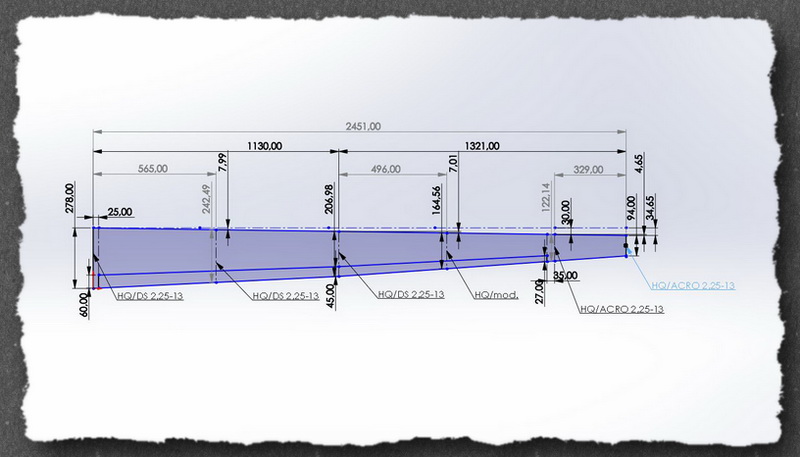
| Profil TFL: HQ/DS-2,25/13 | ||||
| Profil TFL: HQ/DS-2,25/13 | ||||
| Profil TFL: HQ/DS-2,25/13 | ||||
| Profil TFL: HQ/Acro-2,25/13 | ||||
| Profil TFL: HQ/Acro-2,25/13 | ||||
| Profil V-Leitwerk: HQ/Acro-0/12 | ||||
| V-Form: 3° | ||||
| V-Form HLW: 99° | ||||
| EWD: 1,8° - 2,0° | ||||
| Gewicht: | ||||
|
Konstruktion der Flächengeometrie ... |
||||
 |
||||
|
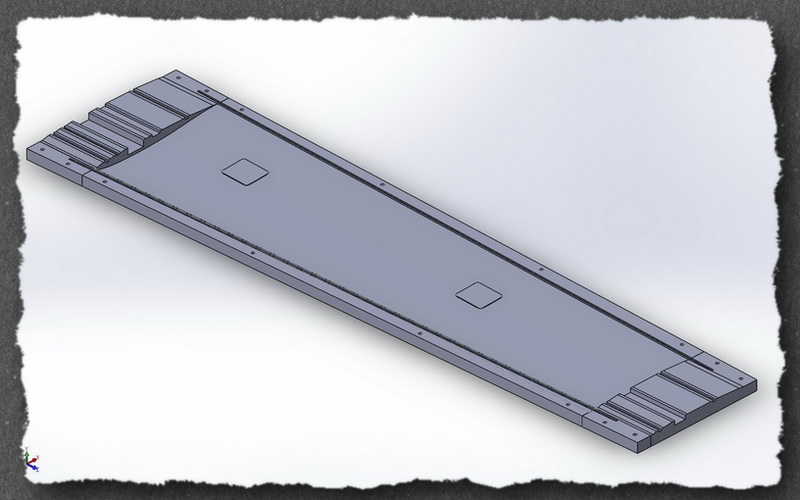
CNC zeichnen der Unteren linken
Flächenform - Trapez 1 - mit den 2 Servoschächten |
||||
 |
||||
|
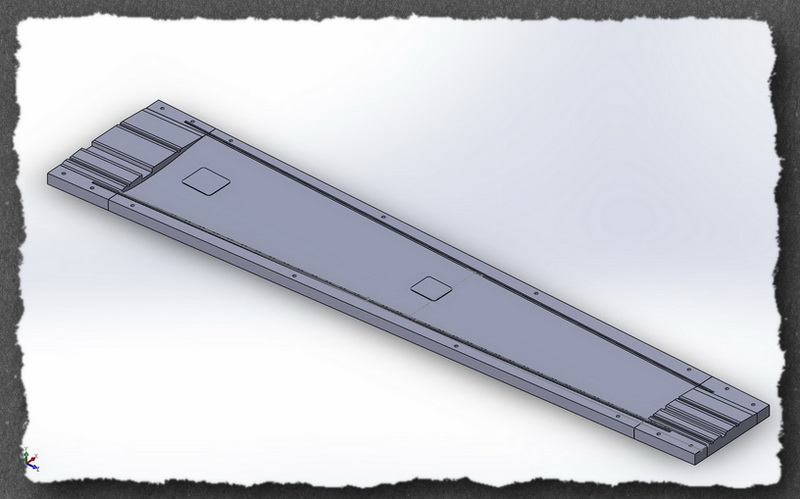
CNC zeichnen der Unteren linken
Flächenform - Trapez 2 - mit den 2 Servoschächten |
||||
 |
||||
|
CNC zeichnen der Unteren linken
Flächenform - Trapez 3 - mit der |
||||
 |
||||
|
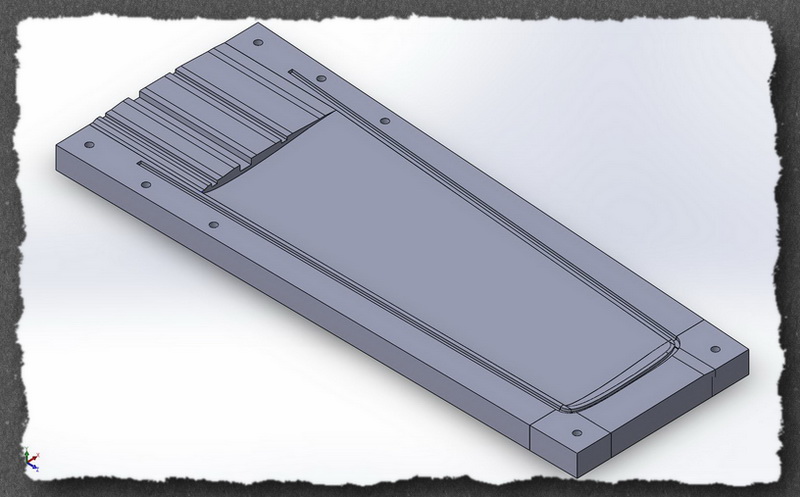
CNC zeichnen der Oberen linken
Flächenform - Trapez 1 - mit den |
||||
|
CNC zeichnen der Oberen linken
Flächenform - Trapez 2 - mit den |
||||
|
CNC zeichnen der Oberen linken
Flächenform - Trapez 3 - mit der |
||||
|
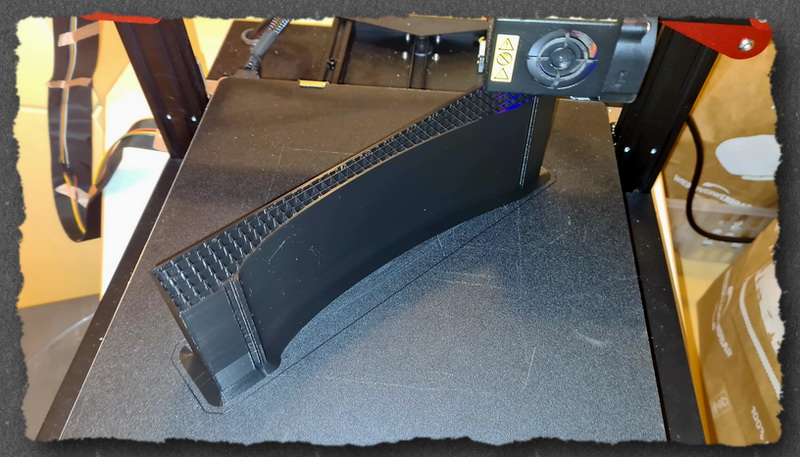
Start des 3D druckens der Formteile.
Die Form wurde in 120mm hohe Segmente |
||||
 |
||||
|
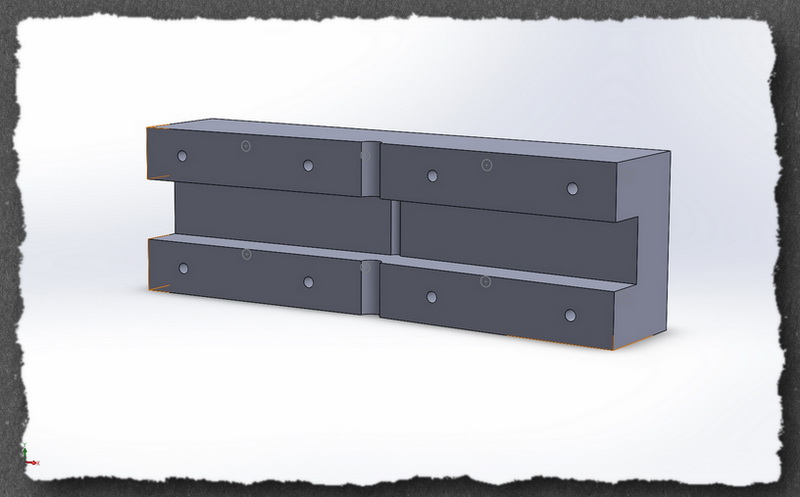
Spannblock für die Hauptsteckung
konstruiert. Die Steckung besteht aus einem mit CFK Rovings |
||||
 |
||||
 |
||||
|
Zentrierhülsen (Messingrohr
Außendurchmesser 6mm / Innendurchmesser 5mm eingepresst ... |
||||
 |
||||
|
Probemontage - Zentrierstifte
eingesetzt ... |
||||
 |
||||
|
Probemontage - Fixierungsrohre (4mm x
4mm) eingesetzt ... |
||||
 |
||||
|
Probemontage - Obere Formhälfte
aufgesetzt - passt wunderbar ... |
||||
 |
||||
|
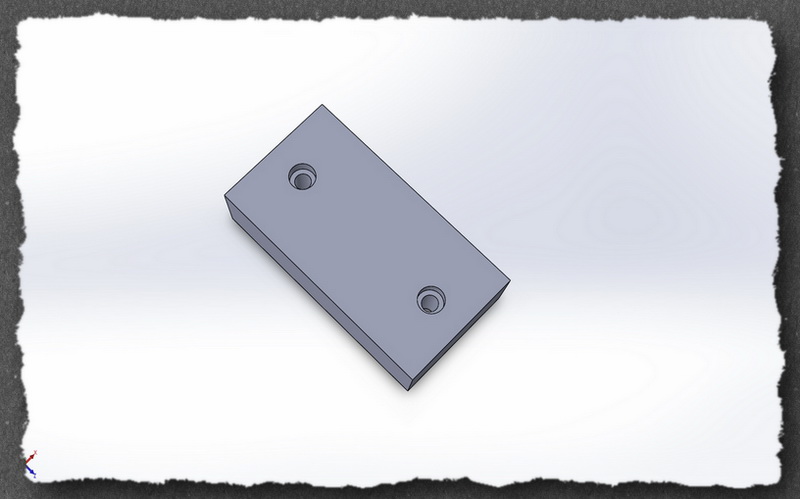
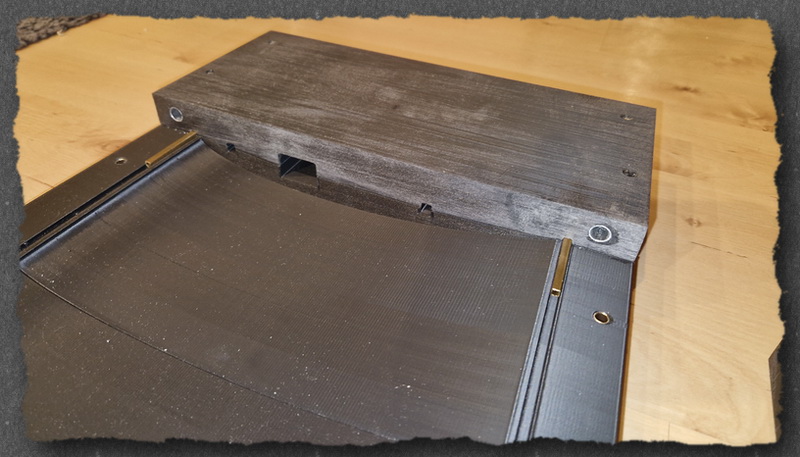
Probemontage des Aufnahmeblockes -
Horizontale Führungsrohre |
||||
 |
||||
|
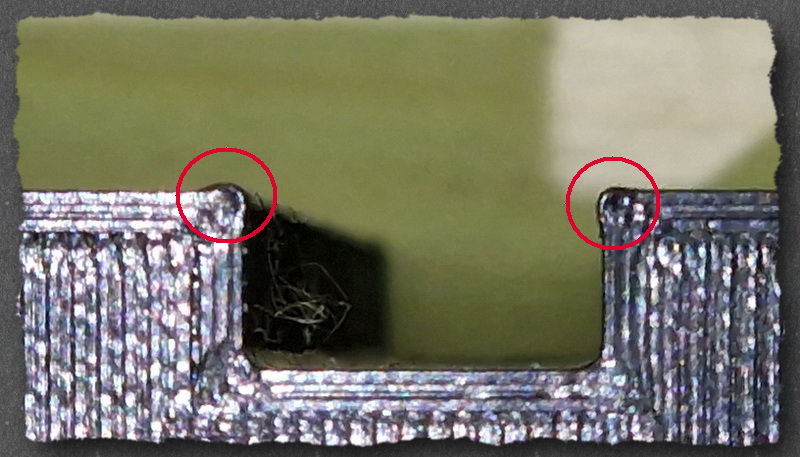
An allen Segmenten des Trapezes 3 von
der linken Tragfläche die Wülste an den Ecken
weggeschliffen. |
||||
 |
||||
|
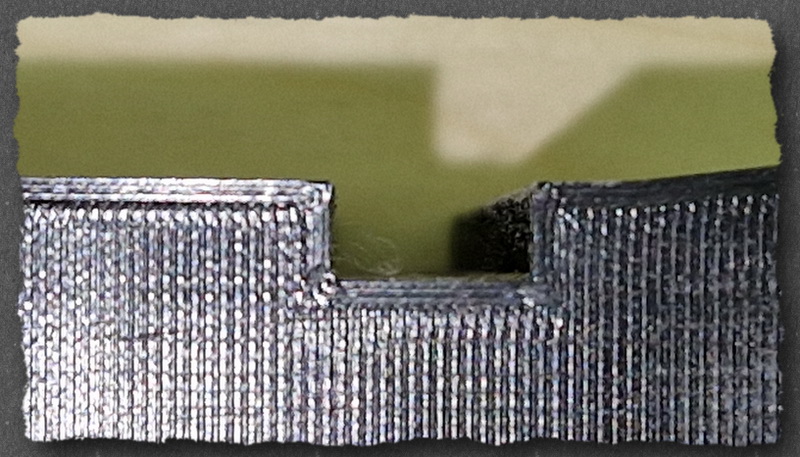
Wülste entfernt ... |
||||
 |
||||
|
Die Formsegmente lassen sich sauber
schließen... |
||||
 |
||||
| Um an ein schnelles & gutes Ergebnis zu kommen sind dies meine einzelnen Arbeitsschritte: | ||||
| 1. Die Segmente auf eine Platte 15mm Multiplexplatte harzen | ||||
 |
||||
|
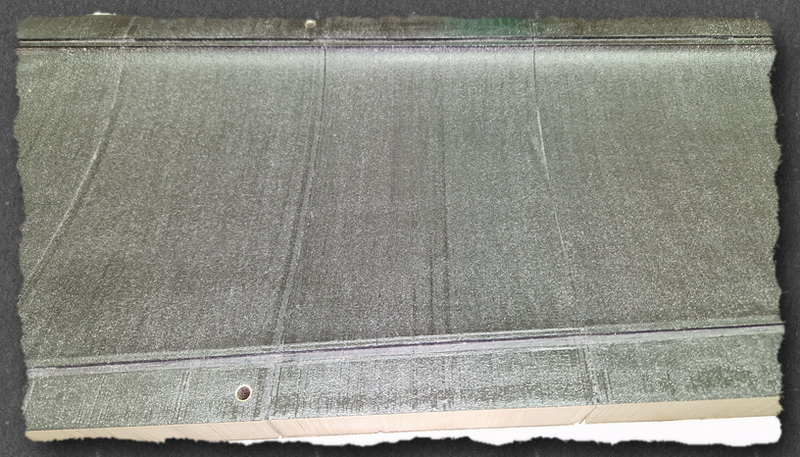
2. Die Oberfläche mit einem Dreiecks-
Schwingschleifer mit Körnung 80 mit leichtem |
||||
 |
||||
|
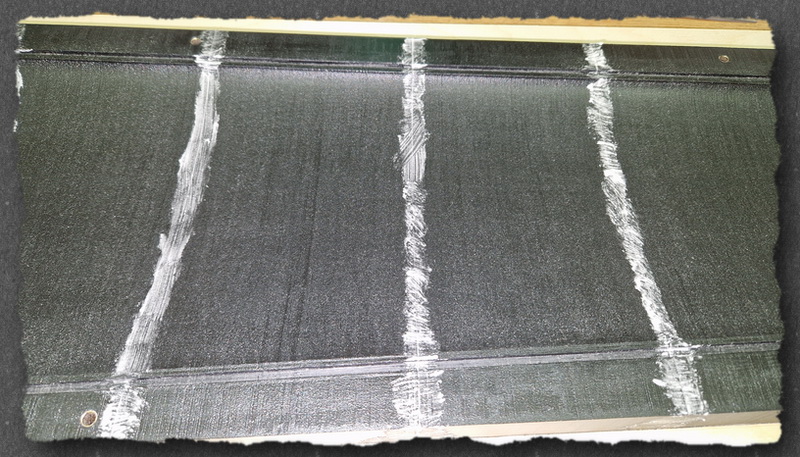
3. Die Oberfläche mit angedicktem Harz
(Harz + Microballons) |
||||
 |
||||
|
4. Die Stöße (Spalten) mit einer
Harzmumpe zuschmieren ... |
||||
 |
||||
|
5. Nass schleifen mit Körnung 240 und
dann 400 |
||||
 |
||||
|
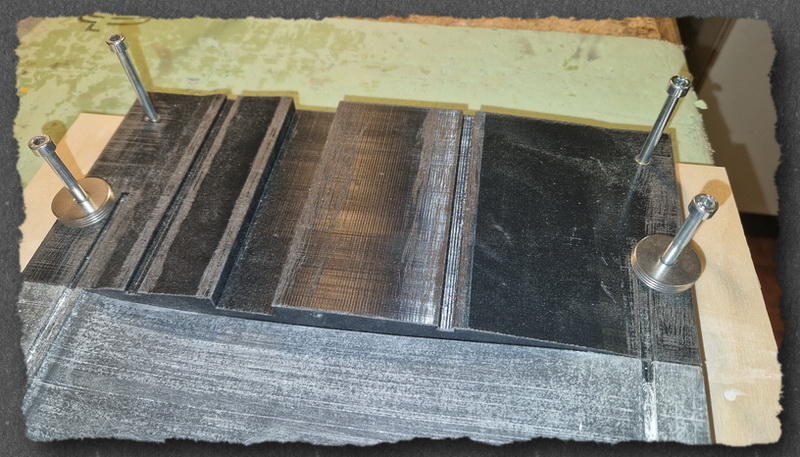
6. Steckungssegmente ausrichten -
Verschraubungen ankörnen und bohren .... |
||||
 |
||||
|
7. Einschlagmuttern M5 versenken und
einschlagen ... |
||||
 |
||||
|
8. Passgenauigkeit der Verschraubungen
testen ... |
||||
 |
||||
|
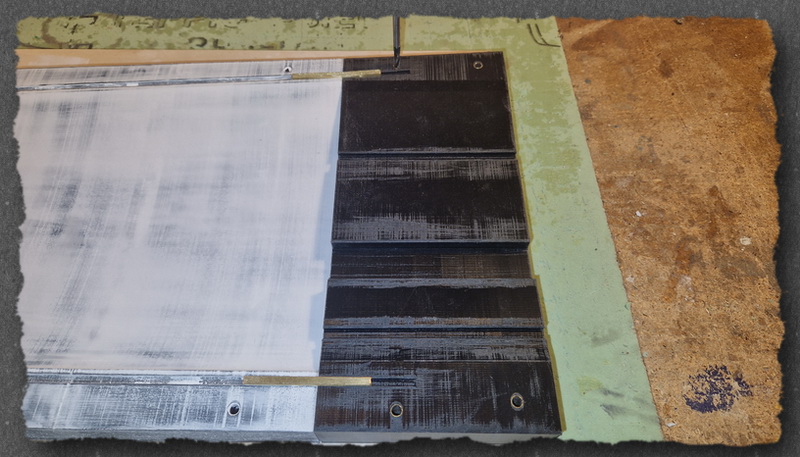
9. Multiplexplatte mit einer Kreissäge
auf Maß oder in Form sägen (Segmente als Anschlag verwenden)
... |
||||
 |
||||
|
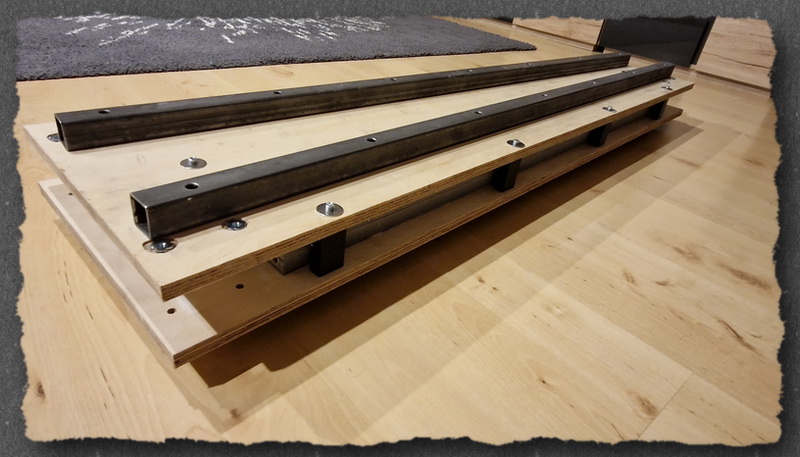
10. Multiplexplatte mit Stahlrohren
(30x30x2) verstärken (gegen Verzug der Platte absichern) ... |
||||
 |
||||
|
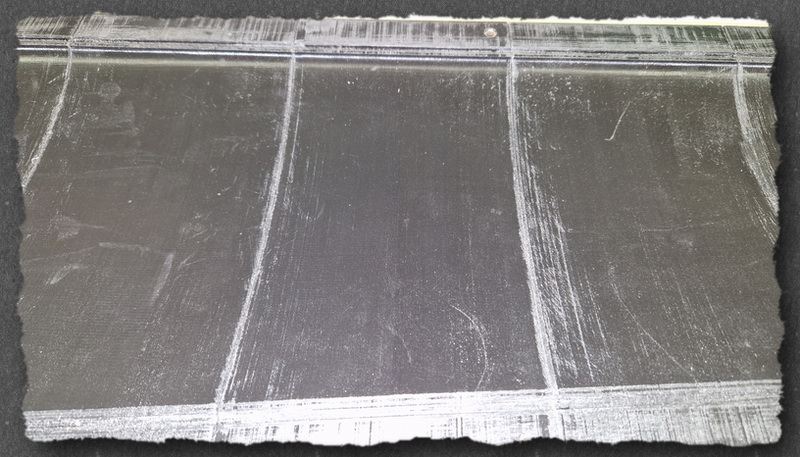
11. Mit Hilfe eines Spachtels die
Formhälfte mit 2k Füller abziehen … |
||||
 |
||||
|
12. Nass schleifen mit Körnung 240 und
400 … |
||||
 |
||||
|
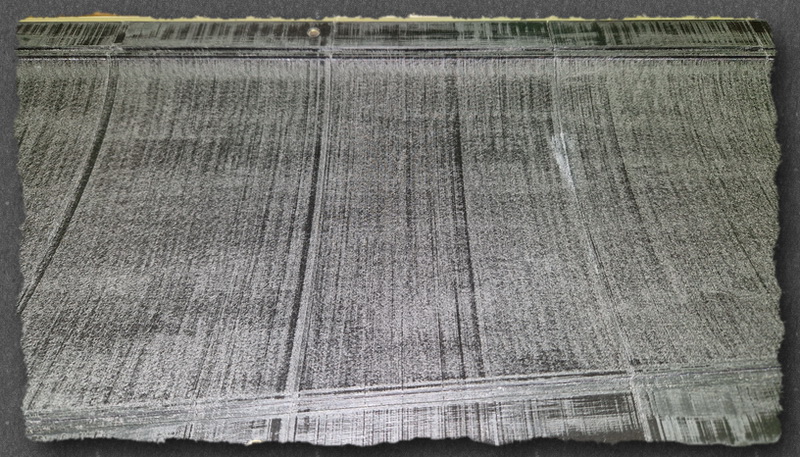
13 Die Oberfläche mit Hilfe einer
Schaumstoffrolle 2k Füller aufwalzen … |
||||
 |
||||
|
14. Nass schleifen mit Körnung 240 und
400 … |
||||
 |
||||
|
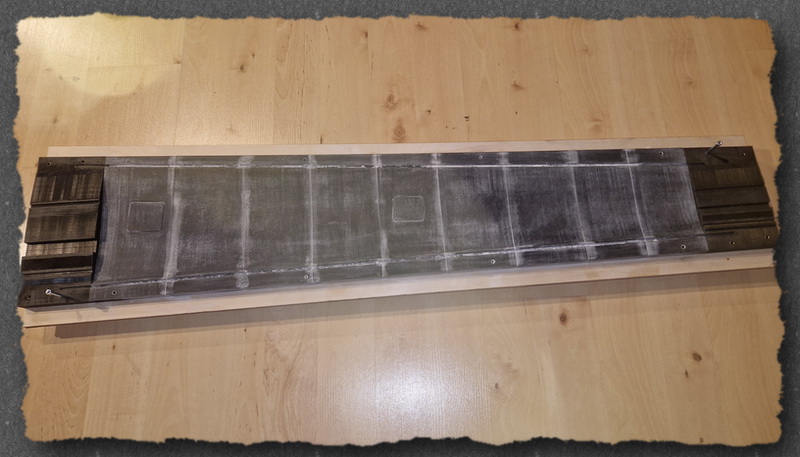
15. Linke Tragflächenform vorbereitet
zum 2K "Dickschichtfüllern" bei meinem Autolackierer ... |
||||
 |
||||
|
Abgeholt vom Lackierer - sieht schon
sehr gut aus, ein paar Stellen, die jetzt erst zum |
||||
 |
||||
|
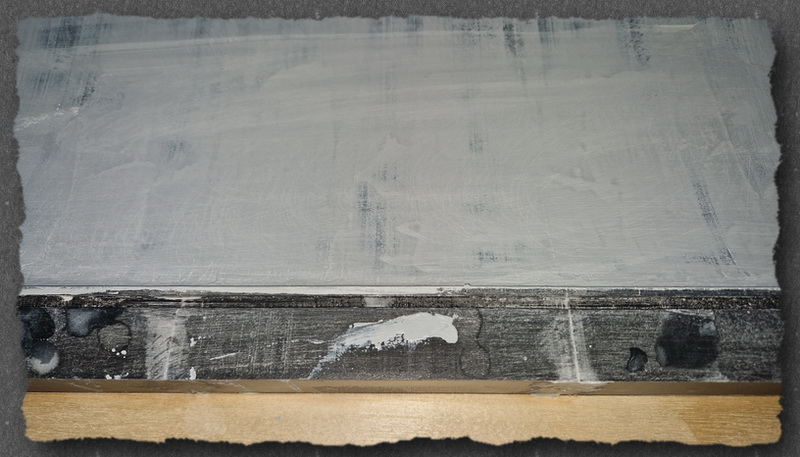
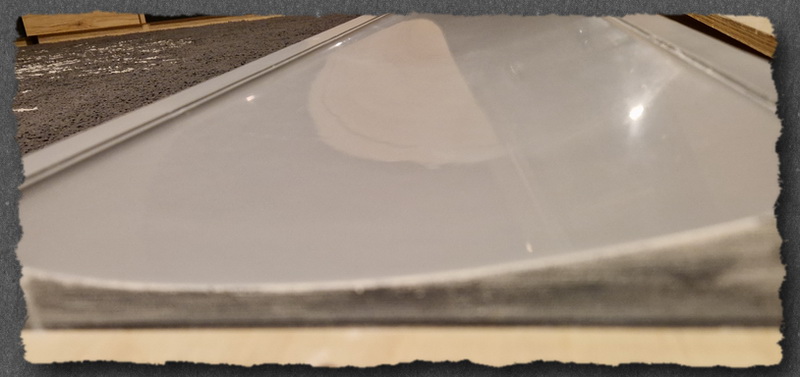
16. Formen nass geschliffen mit
Körnung 400, 1200, 2500, 3000 und 4000 |
||||
 |
||||
|
17. Verschraubungslöcher gebohrt und
Einschlagmuttern montiet ... |
||||
 |
||||
 |
||||
|
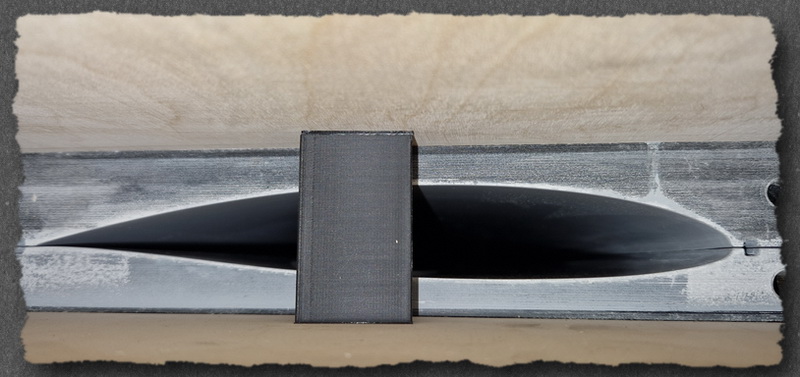
18. Distanzstücke gedruckt ... |
||||
 |
||||
 |
||||
 |
||||
|
Fazit: |
||||
|
Aktueller Stand: |
||||
| Formteile jeweils 10x gewachst und poliert ... | ||||